Shanghai Gengyun Industrial Co., Ltd








PBT Plastic Compound is very important secondary coating materials for Optical Fiber. It has excellent performance in mechanical /thermal /hydrolytic / chemical resistance properties and easy to be mechanical processed.
Technical Parameters
| Polybutylene Terephthalate PBT Plastic Technical Parameters: | ||||
| Serious No | Description | Unit | YD/T 1118.1-2001 Our products Value | |
| Appearance | Cream white,pale yellow,colorless &transparent granular | |||
| 2 | Density | g/cm | 1.25~1.35 | 1.31-1.33 |
| 3 | Moisture content | % | ≤0.1 | ≤0.05 |
| 4 | Melting index(250ºC/2.16kg) | g/10mi | 7~15 | 7~15 |
| 5 | Saturated ratio of moisture content | % | ≤05 | ≤0.3 |
| 6 | Tensie Yield strength | MPa | ≥50 | ≥55 |
| 7 | Yield elongatior | % | 5~10 | 5~10 |
| 8 | Elongation at break | % | ≥100 | ≥150 |
| 9 | Tensile modules ofelasticity | MPa | ≥2100 | ≥2400 |
| 10 | Flexural modules of elasticity | MPa | ≥2200 | ≥2500 |
| Flexural strength at 3.5%of strain | MPa | ≥60 | ≥70 | |
| 11 | Shore hardness HD | ≥70 | ≥75 | |
| 12 | Melting point | ºC | 220~230 | 220~230 |
| 13 | Coefficient of linear expansion(23-80) | 10-4K-1 | ≤2.0 | ≤1.0 |
| 14 | Compatibility with filling petroleum jelly | MPa % | ≥50 | ≥50 |
| Tensile yield strength Yield Elongation at break | ≥100 | ≥150 | ||
| 15 | Volume resistance | Q.cm | ≥1×1015 | ≥2.0×10 |
Production Process Parameters
| Polybutylene terephthalate PBT Plastic of the standard YD/T 1118.1-2001 Material used for fiber secondary coating. | ||||
| Processing Technical Parameters | ||||
| Instructions | ||||
| 1. The setting of processing technical parameters of PBT Coating Material products is depending on the structure of extruder screw and its ength-diameter ratio; | ||||
| 2. The first stage of cooling water temperature setting is determined by the customers in accordance with their request to control the final excel length of the optic fibers; | ||||
| 3. The production line speed is set according to the rheological property of the PBT material itself. | ||||
| 1. Diagram of Extruder Screw: | ||||
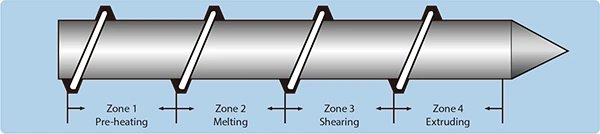
| 2. Structures of Extruder Screws: Ordinary extruder screw and BM extruder screw 3. Principles for Temperature Setting a) Ordinary Extruder Screw: To follow the principle of “Lower at two ends and higher in the middles”, for example: Zone 1: 240 – 245ºC Zone 2: 255 – 260ºC Zone 3: 255 – 260ºC Zone 4: 250 – 255ºC b) BM Extruder Screw: On the principle of “Higher at two ends and lower in the middles”, for example: Zone 1: 260 – 265ºC Zone 2: 250 – 255ºC Zone 3: 250 – 255ºC Zone 4: 255 – 260ºC 4. Basis of Rational Judging for Temperature Setting: After setting a certain production line speed (the tractive speed), observe the motor load of the extruder to check whether the load value is floating within +/-5% of it. If so, the production could start on a normal scale. If not, slightly adjust the setting temperatures at Zone 2 and Zone 4 in order to meet with the extruder main motor load floating in the range of +/-5% of it. |
||||
Processing Technical Parameters |
||||
| Temperature Setting of Cooling Water at the First Stage Temperature setting of cooling water at the first stage for Series DH products depends on the customers’ request to finally control their excel length of optic fibers. Because the glass transforming of normal PBT is happened under the turning temperature value Tg among 37-45ºC, it should set the temperature of cooling water at the first stage within the range of 35 – 50ºC; However it must be noticed that in consideration of the environmental temperature changing with the weather of all the year round, the temperature setting value of the cooling water at the first stage should be slightly adjusted in a proper way so as to keep the control of excel length of optic fibers stable. Production Speed (Tractive Speed) The production speed (tractive speed) is decided by customers in accordance with the rheological property of PBT itself. The production speed (tractive speed) with 100-550 m/min is recommended by our company. The rheological curves of Series DH products are as follows: |
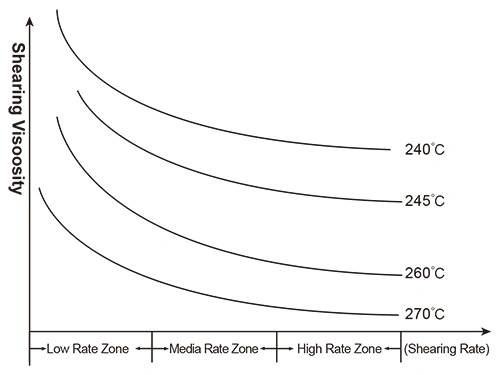
| accordance with the rheological curves (Shearing Viscosity – Shearing Rate) of Series DH products, our company recommends the best proper processing technical parameters as follows: 1)Processing temperature ranges: 240-70ºC; 2)Rate of extruder screw: media rate; 3)Production speed (tractive speed): 100-550 m/min |